






|
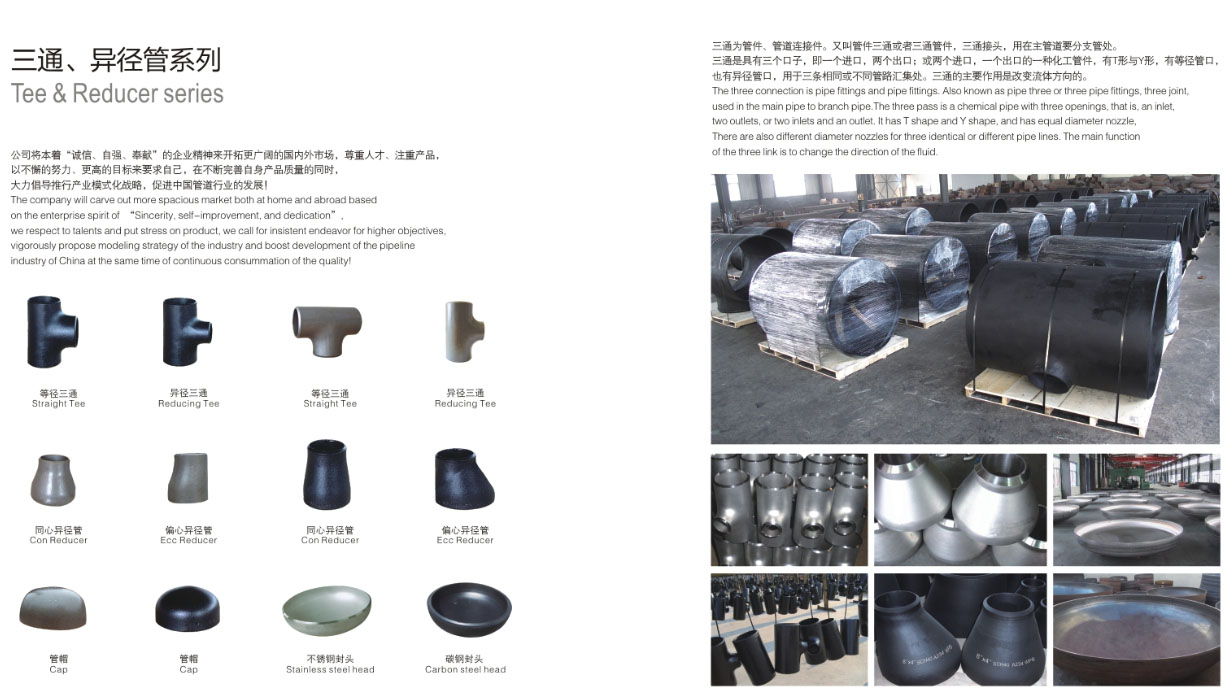
A pipe tee is also called triplet,three way and "T" pieces and it can be used to either combine or split a fluid flow. Most common are tees with the same inlet and outlet sizes, but 'reducing' tees are available as well. |
|
We are manufacturer of Reducing tee and supply high quality Reducing tee in both large and small quantities worldwide & offer you the best prices in the market. |
|
We have a team of experienced professionals with years of experience in manufacturing. |

|
Main Processing Technology |
Raw material entering factory → Is cut into billet → Flattened to dimension requirement → Heating convex hole→ Hot extrusion forming → Heat treatment → Machined groove → Surface treatment → Finished product inspection → Mark protection → Put in stock (Note: There is a pickling and passivation process for stainless steel products before surface treatment) |
||||||||||||||||||
|
Size |
1/2"-120" |
||||||||||||||||||
|
Standard |
|
||||||||||||||||||
|
Wall Thickness |
SCH5, SCH10, SCH20, SCH30, SCHSTD, SCH40, SCH60 SCHXS, SCH80, SCH100, SCH120, SCH140, SCH160, SCHXXS |
||||||||||||||||||
|
Color |
Black, Yellow, Blue, Red. etc as client requirment. |
||||||||||||||||||
|
Surface Coating |
Rust-proof oil; Black; Galvanized; Polyethylene Coating; Epoxy Coating, etc |
||||||||||||||||||
|
Marking |
Marker permanent |
||||||||||||||||||
|
Package |
Ply-Wooden Case for small size Pallet for big size |
||||||||||||||||||
|
Certificate |
BV ISO9000,CRN,CE |
||||||||||||||||||
|
The Third Party Inspection |
BV,SGS,LOIYD,TUV,and other party alloyed by clients |
||||||||||||||||||
|
Brand |
TSZHONGRAN |
||||||||||||||||||
|
Min Order |
1PCS |
||||||||||||||||||
|
Payment Terms |
T/T, 100% LC AT SIGHT, 100% LC 30 OR 60DAYS AFTER BL OF DATE, |
||||||||||||||||||
|
Delivery Time |
7-30days according to acutal order. |
||||||||||||||||||
|
Delivery Port |
TIANJIN, QINGDAO, SHANGHAI, NINGBO, SHENZHEN, |
||||||||||||||||||
|
Delivery Ability |
3000TONS/MONTH |
||||||||||||||||||
|
Applicating |
Paper-marking, Oil and natural gas pipeline, Boiler and heat exchanger, Smelting,Water conservancy, Electric power, Chemical, Pharmaceuticals etc |
||||||||||||||||||
|
Main Equipment and Installation |
1:2500T hydraulic press (mainly used for flattening and hot pressing) 2:500T hydraulic press (mainly used for flattening and hot pressing) 3:315T hydraulic press (mainly used for flattening and hot pressing) 4: 2 heating furnaces in coal combustion: effective heating area 7.5 m2 and 2.3 M2 5: 1 oil-fired heating furnace: effective heating area 6.4 M2 6: 1 pipe blanking machine (self-made) 7: Machining equipment: lathe (620-1), two vertical lathes: C5225, one ordinary lathe, C630, two vertical drilling machines, one T6112 8: Heat treatment equipment: 1 trolley type oil-fired heat treatment furnace, 8 M2 trolley type box type resistance furnace RT9-80*1500*60, the highest furnace temperature 1200℃ 9: Sandblasting machine 2 sets: mainly used for surface rust removal of pipe fittings 10: Air compressor: air cooling for heat treatment 11: Liquid Cooling Pool: Used for Tube Cooling (Processing and Heat Treatment) Solid Solution Treatment of Stainless Steel 12: Machining Fixture: 40 sets 13: Welding equipment: 14 sets (processing aids) 14: Various moulds: 120 sets for extrusion forming guarantee |
|
I. Acceptance and Acceptance of Raw Materials
1. Raw materials shall meet the requirements of relevant standards and technical specifications.
2. The surface of raw materials should be free from oil pollution, excessive rust corrosion and obvious dent defects, low melting point metal pollution, etc.
3. Check the quality certificate, furnace number, batch number and specifications of raw materials, manufacturers and implementation standards.
4. Mechanical rust removal of raw materials with wire brushes to meet the requirements of non-destructive testing.
5. Dimension testing of raw materials (length, width, thickness and unevenness of steel plate).
6. After entering the factory, the steel plate and steel pipe should be re-examined by ultrasonic wave. Grade I is qualified.
7. Physical and chemical testing, chemical element analysis, mechanical properties and hardness test of incoming steel plate according to furnace batch number and specification. The test results should meet the requirements of raw material standards.
8. Number registration in accordance with factory regulations after reexamination
II. Manufacturing process
(1) Hot pressing
1. Material selection and blanking, according to the specifications of tee, select appropriate steel plate (coiled into billet, mechanical groove and correction) or steel pipe, and use semi-automatic oxyacetylene flame or plasma cutting. The furnace, batch number and pipe fittings specifications, engineering name and number of raw materials are clearly identified.
2. Three-way pressing moulding
(1) Operators should learn relevant process documents and be familiar with the operation methods and process of equipment, and be prepared for all kinds of appliances needed in the process of work.
(2) Furnace charging heating: The three-way billet is loaded into the natural gas heat treatment furnace, and the billet is separated from the furnace by the horn at the bottom to ensure the three-way spacing is ≥200mm, and the heating rate above 400°C is ≤200°C/h.
(3) Heating and holding the billet of the tee, ensuring that the tee is burnt through and flattened out (guaranteeing that the weld seam is in the center of the tee), so that the length of the short axle after pressing is not longer than the outer diameter of the tee (inner diameter of the die).
(4) Continue to charge the furnace and heat preservation, after quenching the billet part (weld at the bottom), quickly put the billet into the mould to bulge, under the action of pressure, the uncooled part flows along the inner cavity of the mould to form branch pipe.
(5)Repeat the process until the branch meets the requirements.
(6) Opening: Take the bottom of the tee as the benchmark, measure a certain distance from the branch pipe, take the shoulder of the supervisor as the benchmark, measure a certain distance from the branch pipe, and draw the dot connection with the cutting gun to open the hole.
(7)After the billet of the tee is heated and kept warm, the main part of the tee is quenched and put into the die quickly, and the drawing die is put into the branch pipe and pressed down by a press. (In the pressing process, the drawing die should be pressed vertically to ensure that the branch pipe can not be deflected) until the branch pipe meets the requirements.
(8)De-end: Take the branch center as the benchmark, measure a certain distance from the main pipe end; Take the bottom of the tee as the benchmark, take a certain distance from the branch pipe amount, and remove the surplus part with a cutting gun.
(9)Shaping: Reheating the tee and rounding the main and branch pipes of the tee with a press.
6. Heat treatment: According to the heat treatment process, the tee is put into the furnace for heat treatment.
7. Surface treatment: After heat treatment, the surface oxide scale of the pipe fittings is removed by sandblasting machine or polishing machine.
8. After surface treatment, 100% radiographic inspection of tee weld was carried out. Grade I I was qualified, and 100% magnetic powder or penetration test was carried out on the tube body. The results should meet the requirements of Grade I of NB/T47013.4-2015 or NB/T47013.5-2015.
9. Mechanical properties testing: According to relevant standards, the mechanical properties of tees are tested to ensure that the mechanical properties of tees meet the standards. The testing items and sampling directions should meet the requirements of relevant standards or technical specifications.
10. End processing: mechanical end processing grooves according to design confirmation drawings. Within the range of 50mm from the end of the pipe, the excess height of the internal and external welds is grinded by an angle grinder.
11. Appearance detection
(1)There should be no cracks, overheating and other phenomena on the tee, and no hard spots on the surface.
(2) No obvious folds are allowed in the root of tee branch canal.
(3)Welding repair is not allowed for any defect on tee pipe body.
12. Dimension Detection
The company's relevant inspectors, according to the drawings and pipe fittings related standard requirements for dimensional testing, and meet their tolerance requirements.
13. Surface treatment: The inner and outer surfaces of tees should be smooth, without any damage to strength and appearance defects, such as scars, scratches, heavy skins, etc. After the defects are found, they should be repaired. The thinning of the repaired parts should be no less than 93.5% of the original wall thickness. The repaired parts should be smooth and be cleared until the defects are confirmed by dye or magnetic powder inspection.
14. Acid pickling and passivation treatment
The stainless steel pipe parts should also be passivated by acid pickling.
15. Identification
Mark with a spray-brush or low-stress impression, and clearly mark the contents required by the standard on the outer wall in sequence.
16. Storage and transportation of tees
The tee can not contact any part of the carriage during transportation to avoid collision.
|
- Telphone- 0317-6165555 6689999
- E-mail- 798758696@qq.com
- Address- Yanshan County Industrial Park, Cangzhou City, Hebei Province
- Telphone- 0317-6165555 6689999
- E-mail- 798758696@qq.com
- Address- Yanshan County Industrial Park, Cangzhou City, Hebei Province